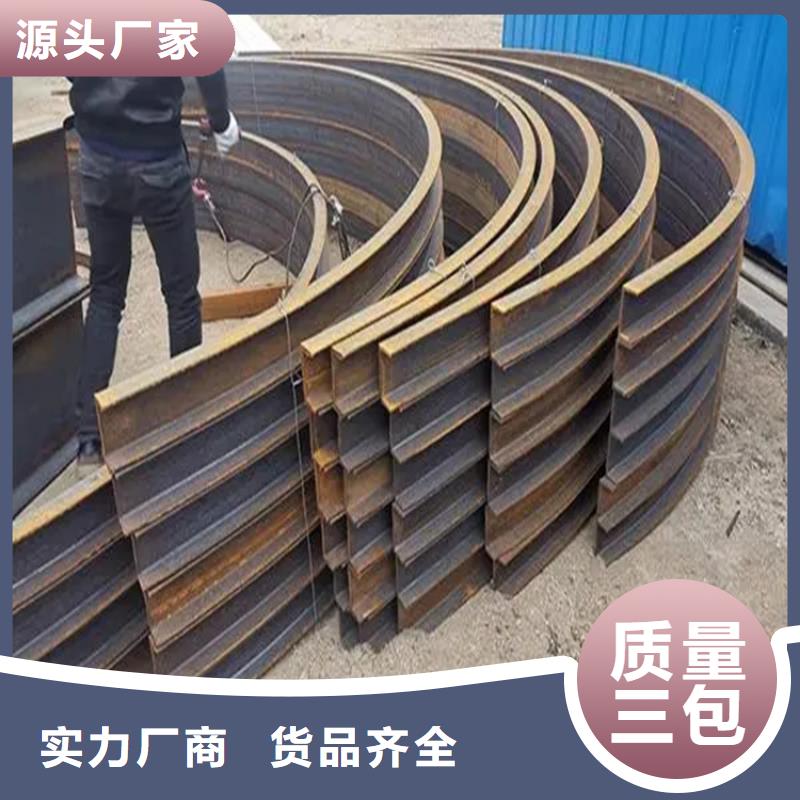
一起来了解一些型材拉弯知识型材拉弯便是方管通过加工之后变成的一种产品,方管,它的外形便是有点像立体的长方形,可是里边是空心的,是钢铁制造而成的,是要通过好多道的工序之后才加工而成的,后才成为了咱们现在看到的产品。它的制造的资料并不仅仅是只有钢材,被的一些资料也是能够制造而成的。型材拉弯的这种方管是空心的,所以,在通过拉弯机进行拉弯的时分,事比较简单拉,它不像实心的那些钢材制造出来的产品,用来拉弯是比较的费力的。拉弯,从字面上的意思我们就有可能会想到便是运用机器来把一些钢材进行弯折的处理。也便是改动它的形状,变成了别的的一种产品,可是它的实质是没有发生改动的。这种拉弯的话他的精准的度数是比较的高的,一旦成型之后就不能够在进行改动的,它要拉弯的度数都是事先就已经是方案好了的。拉弯的时分是要根据尺度来进行拉弯的,拉弯之后是不会反弹的,反弹便是指拉好之后弯度会有所改动。产品在通过拉弯之后它的厚度是会有一些的改动的,在没有通过拉弯的时分它的厚度是比较的厚的。
型材拉弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K. 式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。
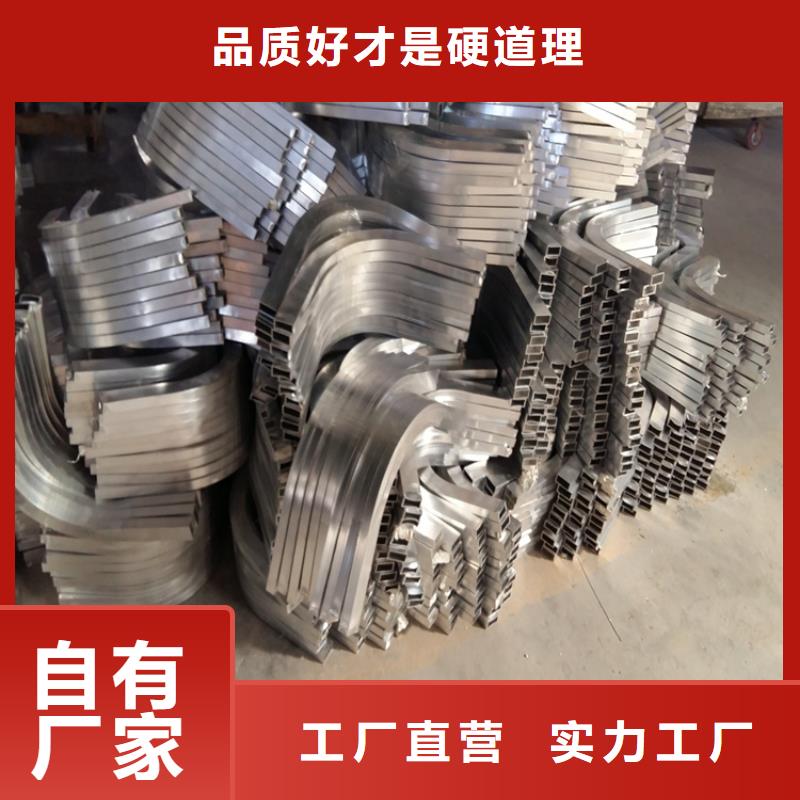
大家对型材拉弯工艺了解多少呢但铝型材拉弯与板才成形较大的不相同取决于,板才一般 能够觉得是各向异性的,而揉捏成型铝型材的各式各样特点则更加明显。拉弯构件承担枢轴抗拉力和弯距彼此成效下的构件变成拉弯构件。它包括轴力受拉构件和有横着载荷成效的支撑杆构件。钢架结构中拉弯构件运用偏少针对拉弯构件,假设弯距并不大而要害承担枢轴抗拉力成效时,它的横截面方式和一般枢轴支撑杆相同。弯在抗拉力和弯距的彼此成效下,横截面出现塑性铰即视作承受力的极限。但对格构式构件或冷拔厚壁槽钢构件,横截面边沿出现塑性变形就现已大部分做到抗压强度的极限。一般情况下。拉弯构件缺失整体可靠性和部分可靠性的概率并不大。是从事型材拉弯设备设计、制造、销售;拉弯工艺研讨和型材煨弯加工;拉弯产品出产的 化企业;建筑金属结构协会成员。公司正以生气勃勃的局势迅速发展。
在型材拉弯加工厂中重要的便是型材拉弯设备了,设备长期使用也是需求进行保护的,那么,在使用的过程中有哪些注意事项呢?设备设备要由专业人员进行,按《机械设备设备规程》进行设备。依照设备地基图挖好根底,按图留好二次浇注孔后,进行次灌溉,次灌溉后根据气温变化凝聚2--3天。设备到位后调整水平进行第二次灌溉,待凝聚后方可工作设备。接油管油管口有必要整理洁净。接纳次第为上"回"、下"出"左面两个 为拉伸缸;中心两个为夹头缸;右边两个为拉弯缸。加油时有必要通过加油过滤网,南边68# 北方46# 抗磨液压油(170KG)两桶接线,需由专业人员操作。设备电源为380V有必要加装漏电保护开关,控制电源为220V.注意事项:本设备电源为380V控制电源为220V外部有必要加装漏电保护开关。设备有必要由专业人员或通过严格训练并合格的人员进行操作。设备拉弯时有必要放置防护桩,拉弯过程中制止人员站在工件前方及夹头两边。